There is no old definition.
(new)
Chevron
marks (Dunbar and Rodcers,
1957). The type chevron is made up of contiguous open V marks aligned to form a
ridge, the V forms closing in a downstream direction . The marks are
clearly related to grooves and Ten Haaf (1959)
refers to ruffled grooves where the chevron marks trail from the central
groove. Singly ruffled grooves, where half-chevron ridges have formed only on
one side of the groove, occur as well as doubly ruffled grooves. In transverse
section the singly ruffled grooves are deeper on the unruffled side (Dzulynski and Sanders,
1962). The ruffled grooves may be referred to as cut chevron marks and in some
structures a cut chevron mark passes downstream into an uncut chevron. Very
often, also in a downstream direction, the chevrons change from a sharp V to a
convex U-shape (Fig.68). Size and length vary from the broad ruffles associated
with large, long grooves to the most delicate structures about one millimetre
or so across and a few centimetres long.

Few sections have been cut through chevron
structures, but there is evidence that the mud ridges may be pulled out into
overhanging flame structures in the downstream direction (Fig.69).

An
important factor in the formation of chevron marks is the consistency of the
mud surface. Accordingly some tools may cut cleanly through an uncohesive
surface, but if there is a thin coherent film this film will be rucked up on
the sides of the groove to form the ruffled groove or cut chevron mark. Now
suppose the tool is lifted gradually from contact with the surface. The eddying
effect behind the moving tool will create a forward suction on the mud surface,
rucking it into chevrons and. so long as the film remains cohesive, then no
cutting will result. The stronger the sucking action, the sharper and more
clearly V-shaped the chevrons will be. As the tool rises from the surface the
deformation is less strong and the chevrons become U-shaped.
(Stanislaw Dzulynski,E. K. Walton, Sedimentary Features of Flysch and Greywackes,page 102)
2) Striations (Fatigue) (Group: Crack)
There is no old definition.
(new)
There is no old definition.
(new)
Microscopic
features of the fracture surface have been correlated many times with
macroscopically measured crack growth rates in mechanistic studies of fatigue
crack propagation. One such feature, the fatigue striation spacing, is
associated with local crack growths rates which may or may not be different
from the macroscopically measured values. Theoretically, calculated crack
growth rates should be corrclatablc with the striation spacing measured on the
fracture plane in the local growth direction. This is only true, of course,
when the striation mode of crack propagation controls the fatigue crack growth.
For mixed-mode crack propagation, the amount of each mode must be assessed
quantitatively for accurate theoretical analysis.
There
are at least two general problems underlying the measurement of fatigue
striation spacings (FSS). First, the normals to the striations do not always
lie in the crack direction, and secondly, the striations usually occur on
fracture surfaces that are decidedly nonplanar. These problems are illustrated
in Fig. 14, which represents a typical fracture surface with striated facets
oriented at many angles .

3) Riveting (Group: Joint)
(previous)
A rivet is a fastener that has a head and a shank and is made of a deformable material. It is used to join several parts by placing the shank into holes through the several parts and creating another head by upsetting or deforming the projecting shank. During World War II, Rosie the Riveter was a popular cartoon character in the United States. No better image can illustrate the advantages of riveted joints. These are
1. Low cost
2. Fast automatic or repetitive assembly
3. Permanent joints
4. Usable for joints of unlike materials such as metals and plastics
5. Wide range of rivet shapes and materials
6. Large selection of riveting methods, tools, and machines
Riveted joints, however, are not as strong under tension loading as are bolted joints, and the joints may loosen under the action of vibratory tensile or shear forces acting on the members of the joint. Unlike with welded joints, special sealing methods must be used when riveted joints are to resist the leakage of gas or
fluids.
Rivets are made from malleable materials and depend on deformation to fasten and hold components in place. They may be closed either in the red-hot or cold condition depending on the materials to be joined, their thickness and the rivet material. Some techniques for making riveted joints.
(Basic Manufacturing,(Third edition), Roger Timings,p 190)
(new)-Better
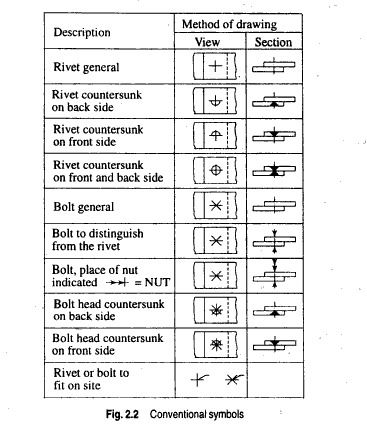
Rivets of various shapes are made from mild steel bars as shown in Fig.
2.1. The rivet head is generally round and called a button head. The size of
the rivet is the diameter of the shank.

Holes are drilled or punched in the plates to
be riveted. The si/c of holes arc
1.5 mm larger than the size of rivets up to 25 mm. For rivets of diameter more
than 25 mm, the diameter of the holes should be 2 mm larger than the diameter
of Ific rivets. For riveting, a rivet is heated uniformly to light red colour
and then placed in the hole. The head is kept pressed on the plate, while the
projected shank is hammered to form another head. On cooling the rivet
contracts and grips the plate tightly.
Rivets may be driven by hydraulic or by
pneumatic power. The rivets may be classified according to the method of
driving them as follows:
(i) Power-driven
shop rivets are power-driven in the fabrication shop.
(ii) Power-driven
field rivets are power driven at site. Their strength is less than the strength of power driven shop rivets.
(iii) Hand-driven
rivets have less strength than power-driven rivets.
(iv) Cold-driven
rivets of diameter more than 10 mm are not permitted by
specifications.
( L. S. Negi, Design of Steel Structures,2008,page4-5)
4) N-Code (Group: Code)
(previous)
A part program block usually begins with an "N" word. The N word specifies the sequence number. It is used to identify the block within the program. It is especially useful for program editing. For example, when the format is "4", a proper sequence number would be N0010. It is a good practice to program N values in increments of 10 or greater. This allows additional blocks to be inserted between two existing blocks.
(previous)
A part program block usually begins with an "N" word. The N word specifies the sequence number. It is used to identify the block within the program. It is especially useful for program editing. For example, when the format is "4", a proper sequence number would be N0010. It is a good practice to program N values in increments of 10 or greater. This allows additional blocks to be inserted between two existing blocks.
(Computer Aided Drawing 2nd Edition, Chang T.C., Wysk R.A., Prentice Hall, 1998, Page:365)
(new)-Better
Sequence Numbers (N code)
It
is used to identify each block within the CNC program and provides a means by
which CNC commands may be rapidly located. Some control units require that
sequence numbers be input in
ascending order, whereas other systems allow any three-digit numbers to appear
after the N symbol.
N025
Y25 ZO *

(Alavala, Cad/Cam: Concepts And Applications,2008, page 343)
5) Microhardness Test (Group: Hardness test)
There is no old definition.
(new)
The term microhardness usually refers to static indentations made with loads not exceeding 1 N. The indenter is either the Vickers diamond pyramid or the Knoop elongated diamond pyramid. The procedure for testing is very similar to that of the standard Vickers hardness test except that it is done on a microscopic scale with higher precision instruments. The surface being tested generally requires a metallographic finish; the smaller the load used, the higher the surface finish required. Hardness measurement sections were taken in five orthogonal planes on the cross section perpendicular to the welding direction. Vickers hardness traverses, using a 1 gf load, were made through the weld cross section at certain depths below the weld surface.
There is no old definition.
(new)
The term microhardness usually refers to static indentations made with loads not exceeding 1 N. The indenter is either the Vickers diamond pyramid or the Knoop elongated diamond pyramid. The procedure for testing is very similar to that of the standard Vickers hardness test except that it is done on a microscopic scale with higher precision instruments. The surface being tested generally requires a metallographic finish; the smaller the load used, the higher the surface finish required. Hardness measurement sections were taken in five orthogonal planes on the cross section perpendicular to the welding direction. Vickers hardness traverses, using a 1 gf load, were made through the weld cross section at certain depths below the weld surface.
(Jerry C. Wong,West Virginia University, The Correspondence between Experimental Data
and Computer Simulation of Friction Stir Welding (FSW), 2008, page 23)
Microhardness Test i kim önce yazdı?
ReplyDeletehttp://itu2011cim.blogspot.com/2012/05/hakan-yorulmus-030070111-week-11th.html
http://itu2011cim.blogspot.com/2012/05/berk-korucu-030080104-11th-week.html