IN-HOUSE DEVELOPED SOFTWARE ‘’company
organization software’’
Old
definition doesn’t exist
New definition:
Another option is to make or develop
software internally. UPS, for example, used IS personnel, including systems,
analysts and die people who will be using the application, to develop in-house
software. Getting users involved with in-house software development can be
critical to successful systems development project. According to the vice
president of IS at UPS commenting about user input, ‘’They know they'll have to
go back to their teams and consume it.’’ Programmer productivity is also important for in-house developed
software. According to one software expert, "A programmer coding at full
throttle is keeping zillions of things in their head at once."
Some advantages inherent with
in-house developed software include meeting user and organizational
requirements and having more features and increased flexibility in terms of customization
and changes. Software programs developed within a company also have greater
potential for providing a competitive advantage because competitors cannot
easily duplicate them in the short term. Companies can also reuse software they
developed for another application. IBM for example, modified software that catches
card counters and cheats at gambling casinos so that the same could be used to
identify illegal immigrants. IBM expects to generate about S1 billion in
revenues from immigration agencies around the world by modifying its software
in this way. If software is robe developed internally, a number of tools and
techniques can be used.
(Ralph
Stair, George Reynolds, Principles of Information Systems, pg.574)
There
is no previous definition. But I found my definition is sufficient for the
purpose of understanding the meaning.
CONTINUOUS PATH ROBOTS: ‘’industrial
automation’’
Old
definition:
In continuous path robot the tool
performs its task, while the robot (its axes) is in motion, like in the case of
arc welding, where the welding pistol is driven along the programmed path. All
axes of continuous path robots move simultaneously, each with a different
speed. The speeds are controlled by storing a large number or close succession
of spatial points in the robot's memory during the teach sequence. During
teaching, and while the robot is being moved, the coordinate points in space of
each axis are continually monitored and placed into the control system's
computer memory. These are the most advanced robots and require the most
sophisticated computer controllers and and software development. Continuous path
robots are used for arc welding, spray painting, cleaning of metal particles,
complex assembly process, surveillance, etc.
(Gupta
A.K., Arora S.K., Industrial automation and robotics, 2007, p. 285)
New definition:
Continuous path motion is a
coordinated motion. The robot arm, wrist or end-effector follow a specified
path in a 3-D space. Continuous path motion is a coordinated point-to-point
motion described very closely or continuously on a time base. In this programming
method, the robot arm is led through the path describing several points at a
fixed time or in discrete time intervals. The arm may be traversed very slowly
following a point-to-point path at small intervals, or else the arm can be
moved fast following wide apart points. Thus, several hundreds of individual
points can be recorded in the controller's memory. The path of the robot may be
any curve, or an arc of a circle. In specific cases, it may be a straight line.
The recorded points along the curve may be stored in cassette tapes or floppy
disks. When the programme is on playback mode, the robot moves continuously
through the stored points as Illustrated in Fig. 1.41.

(S.R.
Deb, Robotics Technology and Flexible Automation, pg.40)
Definitions
are similar to each other I think
AUTOMATED MANUFACTURING
SYSTEMS ’’automation’’
Old
definition doesn’t exist
New deifinition:
An Automated Manufacturing Systems
(AMS) is an interconnected system of material processing stations capable of
automatically processing a wide variety of part types simultaneously under
computer control. The system is not only interconnected by a material transport
system, but also by a communication network for integrating all aspects of
manufacturing. Such a system exhibits flexibility in parts routing, part
processing, part handling, and tool changing. Additionally an automated manufacturing
system exhibits the following characteristics: high degree of automation, high
degree of integration, and high degree of flexibility. An automated
manufacturing system may include several enabling technologies such as:
computer aided design (CAD), computer aided process planning (CAPP), computer
aided manufacturing (CAM), flexible assembly and flexible manufacturing,
computer aided testing (CAT), production planning and control, process technologies,
robotics and automated material handling. It should be noted that sometimes the
terms Computer Integrated Manufacturing (CIM) and AMS are used interchangeably.
(Paul
M. Swamidass, Encyclopedia of production and manufacturing management, pg. 50-51)
There
is no previous definition. But I found my definition is sufficient for the
purpose of understanding the meaning.
POWDER COATING ’’material
application’’
Old
definition:
There are two principles application
methods for powder coatings: spraying and fluidized bed. In the spraying
method, an electrostatic charge is given to each particle in order to attract
it to an electrically grounded part surface. Several spray gun designs are
available to impart the charge to the powders. The spray guns cab ne operated
manually or by industrial robots. Compressed air is used to propel the powders
to the nozzle. The powders are dry when sprayed, and any excess particles that
do not attach to the surface can be recycled (unless multiple paint colors are
mixed in the same spray booth). Powders can be sprayed onto a part at room
temperature, followed by heating of the part to the melt the powders; or they
can be sprayed onto a part that has been heated to the above the melting point
of the powder, which usually provides a thicker coating.
(M.P.
Groover, Fundamentals of modern manufacturing, 3rd edition, p.349)
New definition:
What Is It? Dust particles stick to
the face of a television set because of a difference in electrical change
between the dust and the screen. This effect is used for practical purposes in
electrostatic powder coating. It is an efficient, widely used process for
applying decorative and protective finishes to metallic or conducting
components. The powder is a mixture of finely ground pigment and resin that is
sprayed through a negatively charged nozzle onto a surface to be coated. The
charged powder panicles adhere to the surface of the electrically grounded
component. The charge difference attracts the powder to the component at places
where the powder layer (which is insulating) is thinnest, building up a uniform
layer and minimizing powder loss. The component is subsequently heated to fuse
the layer into a smooth coating in a curing oven. The result is a uniform,
durable cooling of high quality and attractive finish.
In polymer flame coating, a thermoplastic in
powder form (80-200 µm) is fed from a hopper into a gas-air flame that melts
the powder and propels it onto the surface to be coated. The process is
versatile, can be mechanized or operated manually and can build up coatings as
thick as 1 mm. A wide range of thermoplastic powders can be used and the process
is cheap. The disadvantages: line-of-sight deposition, and surface finish that
is inferior to other processes.
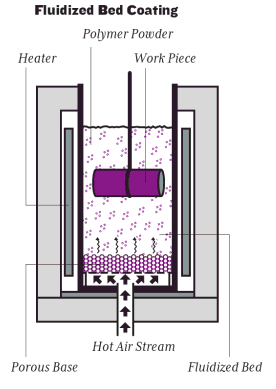
 A hot donut, dunked into fine sugar,
emerges with a crisp sweet skin. Fluidized- bed coating works in much the same
way. The component, heated to 200-400 C, is immersed for 1 to 10 seconds in a
tank containing coating powder, fluidized by a stream of air. The hot component
melts the particles, which adhere to it, forming a thick coating with excellent
adhesion. In electrostatic bed coating the bed is similar but the air stream is
electrically charged as it enters the bed. The ionized air charges the
particles as they move upward, forming a cloud of charged particles. The
grounded component is covered by the charged particles as it enters the
chamber. No preheating of the component is required but a subsequent hot curing
is necessary. The process is particularly suitable for coating small objects
with simple geometries.
A hot donut, dunked into fine sugar,
emerges with a crisp sweet skin. Fluidized- bed coating works in much the same
way. The component, heated to 200-400 C, is immersed for 1 to 10 seconds in a
tank containing coating powder, fluidized by a stream of air. The hot component
melts the particles, which adhere to it, forming a thick coating with excellent
adhesion. In electrostatic bed coating the bed is similar but the air stream is
electrically charged as it enters the bed. The ionized air charges the
particles as they move upward, forming a cloud of charged particles. The
grounded component is covered by the charged particles as it enters the
chamber. No preheating of the component is required but a subsequent hot curing
is necessary. The process is particularly suitable for coating small objects
with simple geometries.
(M.
F. Ashby, Kara Johnson, Materials and Design: The Art and Science of Material
Selection in Product Design, pg. 319)
My
definition is more detailed and the pictures makes it easy to understand the
how this method applied
FIXED PRODUCT LOCATION
LAYOUT ‘’process planning/assembly’’
Old
definition:
If the product is large and heavy,
and therefore difficult to move, it typically remains in a single location
during its fabrication or assembly. Workers and processing equipment are
brought to the product, rather than moving the product to the equipment. This
type of layout is referred as a fixed product location layout
(Mikell
P. Groover; Fundamentals of Modern Manufacturing Materials, Processes, and
Systems 3rd Edition; pg.18)
New definition:
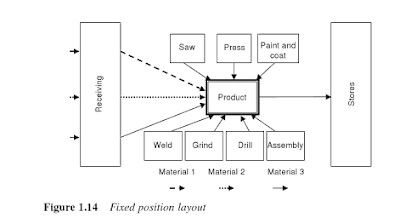
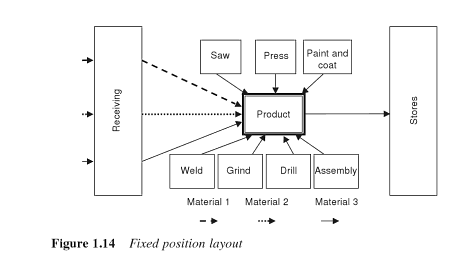
In the fixed position layout the product remains at the same location, that is, a fixed position, usually due to the size/weight of the product. The workers and all tools and equipment are then brought to the product to carry out work as illustrated in Fig. 1.14. It should be noted that component parts, subassemblies and assemblies might be manufactured elsewhere and then brought to the product location. The workers are usually highly skilled and material handling is high. It is also common for products manufactured using this layout to the one of a kind, for example, ships, aircraft, space vehicles, etc. The advantages and disadvantages of a fixed position layout are the same as those stated for project manufacture.
(Peter
Scallan, Process planning: the design/manufacture interface, pg.24)
My
definition is better than the older one, because it contains some examples and
the visual scheme to make the subject understandable.
No comments:
Post a Comment