1)
WORK SAMPLING:‘’process
management’’
Old definition:
Work
sampling is the process of making sufficient random observations of an
operator’s activities to determine the relative amount of time the operator
spends on the various activities associated with the job. Although it is not
the express purpose of work sampling to determine how long specific tasks
should take, work sampling data, when coupled with historical production data
for key volume indicators and performance levelling, can provide information
that can be used to establish standards. The major goal of work sampling,
however, is to determine the proportion of the workday spent on certain types
of work.
(Hwaiyu Geng, Manufacturing Engineering
Handbook, p. 53.12)
NEW DEFINITION:
Work sampling
is a technique for estimating the proportion of time that a worker or machine
spends on various activities. Work sampling does not require direct timing of
an activity. Rather, observers make brief observations of a worker or machine
at random intervals over a period of time and simply record the nature of the
activity (Stevenson, 20021 p. 331). The resulting data are simply counts of the
number of times that each category of activity or nonactivity was observed. Work
sampling has two purposes: to estimate the percentage of unproductive or idle
time for repetitive jobs, and to estimate the percentage of time spent on the
various tasks in nonrepetitive jobs—for example, estimating the time an RN
spends on direct, on indirect, and on professional or nonprofessional tasks of
patient care.
Work
sampling has several advantages over time study. The observations are spread
over a period or time, so results are less susceptible to short-term
fluctuations. There also is little or no work disruption, and workers are less
resentful. Work sampling studies are less costly and less time-consuming, and
many studies can be conducted simultaneously. Observers do not need extensive
skills, as long as they are trained properly to conduct the observation.
Despite
the advantages, there are certain shortcomings of work sampling studies. First
of all, they provide less detail on the elements and tasks of a job and often
no record of the worker's method. Sometimes workers alter work patterns, which
invalidates the results. If observers do not adhere to the random observation schedule,
that further taints results. Work sampling studies should not be used for
short, repetitive tasks.
(Quantitative
Methods in Health Care Management: Techniques and Applications, Yasar A Ozcan
Phd,Yasar A. Ozcan, PhD,pg.235)
My definition is more
detailed but the older may be considered as more understandable
2)
HACKSAW BLADES:’’cutting process
tool’’
Old definition:
Hacksaws
have straight blades and reciprocating motions. Developed in the 1650s, they
generally are used to cut off bars, rods, and structural shapes. They may be
manual or power operated. Because cutting takes place during only one of the
two reciprocating strokes, hacksaws are not as efficient as band saws. Power
hacksaw blades are usually 1.2 to 2.5 mm (0.05 to 0.10 in.) thick and up to 610
mm (24 in.) long. The rate of strokes ranges from 30 per minute for
high-strength alloys to 180 per minute for carbon steels. The hacksaw frame in
power hacksaw is hacksaw is weighted by various mechanisms, applying as much as
1.3 kN (300 lb) of force to the workpiece to improve the cutting rate. Hand
hacksaw blades are thinner and shorter than power hacksaw blades, which have as
many as 1.2 teeth per mm (32 per in.) for sawing sheet metal and thin tubing.
(Kalpakjian S., Schmid S.R., Manufacturing
engineering and technology, Ed. 5th, p. 747)
NEW DEFINITION:
Hacksaw
blades are made either of cast (high-carbon) steel or high-speed steel. Cast
steel blades are quite satisfactory for general purposes, but for some work—for
example, cutting cast steel—a high-speed steel blade is required. High-speed
steel blades break quite easily; they are also considerably more expensive than
cast steel blades. Cast steel blades may be all hard or flexible. The flexible
blades, though softer, are less brittle. High speed steel blades contain a high
percentage of tungsten. The east steel blades have a very small amount of
tungsten. Flexible blades are hardened only along the teeth.
Hacksaw
blades are specified by: (1) the length of blade (203, 254, or 304 mm); (2) the
number of teeth per inch (t.p.i.)—this may be 14, 18, 24, or 32 t.p.i.; (3)
whether hard or flexible, and whether cast or high-speed steel.
The teeth of a hacksaw blade are given a
slight set, and this makes the saw cut slightly wider than the blade. The blade
should always he put in the saw to cut on the forward stroke. For cutting very
large-section mild steel, a blade of 14 t.p.i. may be used. Blades of 18 and 24
t.p.i. are useful for general-purpose work. For sheet metal, tubing, and soft
non-ferrous metals, a blade of 32 t.p.i. is suitable.
The expression t.p.i. will probably continue
for some time after metrication as it has continued in countries with
well-established metric systems of measurement.

(P. F. Lye , Metalwork theory, 1. Kitap ,P. F. Lye, pg. 11)
My definition includes more specific information about the materials
used for hacksaw blades
3)
DEPENDENT DEMAND‘’ requirement
planning’’
Old definition:
Dependent
Demand (or derived demand) items are those components that are become part of
some parent item or in some similar way become part of a set of components.
Dependent demand inventories typically are consumed within the production
system, not by some outside demand. Materials requirements planning (MRP) adn
just in time (JIT) inventory management are two methods for managing derived
demand inventories.
(Financial Management, Third Edition,
Shim&Siegel, p241)
NEW DEFINITION:
Dependent
demand is the internal demand for parts based on the demand of the final
product in which the parts are used. Subassemblies, components, and raw materials
are examples of dependent demand items. Dependent demand may have a pattern of
abrupt and dramatic changes because of its dependency on the demand of the
final product, particularly if the final product is produced in large lot
sizes. Dependent demand can be calculated once the demand of the final product
is known. Hence, material requirements planning (MRP) software is often used to
compute exact material requirements.
(Joel D. Wisner,Keah-Choon Tan,G. Keong
Leong ,Principles of Supply Chain Management: A Balanced Approach, pg. 218)
The
MPS and RCCP fix the production plan for all finished products, or decoupling
items. Using a similar approach, that is, planning the production to meet
uncertain forecasts, does not make sense for the other items in the BOM
structure. One can do much better.
Once
the production plan for finished products is fixed, one knows exactly when and
in what quantity the components entering in the final production stage are
required. This information has been called the dependent demand. So, we can
replace uncertain forecasts by certain dependent demands, computed using the
BOM structure. This eliminate: the major source of uncertainty from the
planning process, and hence the major reason to hold huge safety stocks. Then,
we can plan the production of these components to meet their dependent demand.
These production plans determine in turn the de-pendent demand of their
immediate predecessors.
This
process can be repeated, level by level in the BONI structure, all the way
through, from the finished products back to the raw materials. It is known as
the Material Requirements Planning process. Its sequential aspect is
illustrated in Figure 2.8 on the BOM structure from Figure 2.4, assuming a NITS
policy. Observe for instance that the total dependent demand and the production
plan of item C can only be computed after the production plans of both FP and A
have been fixed.

(Yves Pochet,Laurence A. Wolsey, Production
planning by mixed integer programming. Pg. 59)
My definition is prepared by using two sourcebook that’s why it is
more clear to understand what is the word means.
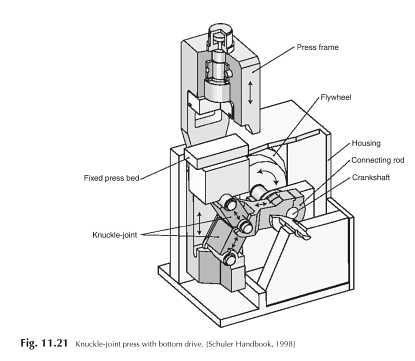
4) KNUCKLE-JOINT PRESS ‘’manufacturing
process ''
Old definition:
Knuckle-joint
presses are customarily used for both coining and swaging because they combine
high tonnage and a slow squeezing action to the workpiece rather than the sharp
impact of a conventional press.
(Design
for manufacturability handbook, James G. Bralla, p. 3.17)
NEW DEFINITION:
The
knuckle joint, with a relatively small connecting rod force, generates a
considerably larger pressing force. Thus, with the same drive moment, it is
possible to reach around three to four times higher pressing forces as compared
to eccentric presses. Furthermore, the slide speed in the region 30 to 40°
above the bottom dead center is appreciably lower. By inserting an additional
joint, the kinematic characteristics and the speed versus stroke of the slide
can be modified. Knuckle-joint and modified knuckle-joint drive systems can be
either top or bottom mounted. For cold forging, particularly, the modified top
drive system is in popular use. Figure 11.22 illustrates the principle of a
press configured according to this specification. The fixed point of the
modified knuckle joint is mounted in the press crown. While the upper joint
pivots around this fixed point, the lower joint describes at curve-shaped path.
This results in a change of the stroke versus time characteristics of the
slide, compared to the largely symmetrical stroke-time curve of the eccentric
drive system (fig. 11.19). This curve can be altered by modifying the
arrangement of the joints (or possible by integrating an additional joint).

(Cold and hot forging: fundamentals and applications, 1. Cilt,Taylan Altan,Gracious Ngaile,Gangshu Shen, pg.130)
Because of adding pictures my definition becomes more understandable against the older one
Because of adding pictures my definition becomes more understandable against the older one
5)
PARTS EXPLOSION:‘’DFM cost
estimation’’
Old definition:
The
process of determining gross requirements for component items, that is,
requirements for the subassemblies, components and raw materials for a given
number of end-items units is known as parts explosion. Therefore, parts
explosion essentially represents the explotion of parents into their
components.
(Nanua
Singh, Computer-Integrated Design and Manufacturing 1996, pg. 409)
NEW DEFINITION:
In a
parts explosion (also called a bill of materials), the nodes are assembly units
that eventually resolve down to individual parts from inventory, and each edge
is the "is made or relationship. The top of the tree is called the root.
In an organizational chart, it is the highest authority; in a parts explosion,
it is the final assembly. The number of edges coming out of the node is its
outdegree, and the number of edges entering it is its indegree. A binary tree
is one in which a parent_node can have at most two children; more generally, an
n-ary tree is one in which a node can have at most outdegree n. The nodes of the
tree that have no subtrees beneath them are called the leaf nodes. In a parts
explosion, they are the individual parts, which cannot be broken down any
further. The descendants, or children, of a node (the parent_node) are every
node in the subtree that has the parent_node node as its root. There are
several ways to define a tree: It is a graph with no cycles; it is a graph
where all nudes except the root have indegree I and the root has indegree zero.
Another defining property is that a path can be found from the root to any
other node in the tree by following the edges in their natural direction. The
tree structure and the nodes are very different things and therefore should be
modeled in separate tables.
(Joe Celko, Joe Celko's SQL for Smarties:
Advanced SQL Programming ,pg. 665)
Older definition can be assumed as more clear but my definition is
more satisfactory
Müge, you should add type of definition(such as material, manufacturing method etc.) and which description is better to your mind for getting point.
ReplyDeleteI know. Because of having time till thursday night , we can improve our definitions as you aspect.
ReplyDelete