Value engineering (Better)
The aim of the value engineering
method is to increase or maintain the value of a product to its purchaser while
reducing its cost to it producer. The procedure is as follows.
- List the separate components of the
product, and identify the function served by each component. If possible, the
actual product should be disassembled into its components; exploded diagrams
and component-function charts are more useful than parts lists.
- Determine the values of the
identified functions. These must be the values as perceived by customers.
- Determine the costs of the
components. These must be after fully finished and assembled.
- Search for ways of reducing cost
without reducing value, or of adding value without adding cost. A creative
criticism is necessary, aimed at increasing the value/cost ratio.
- Evaluate alternatives and select improvements.
(Engineering Design Methods ,Strategies for Product Design THIRD EDITION Nigel Cross
The Open University, Milton
Keynes p164-175)
Value Engineering (old)
Value engineering is the systematic review of a project, product, or process to improve performance, quality, and/or life-cycle cost by an independent multidisciplinary team of specialists. It is the focus on the functions that the project, product, or process must perform that sets VE apart from other quality-improvement or cost-reduction approaches. (Value Engineering Applications in Transportation, Transportation Research Board, p1)
Riser (previous)
In casting there is usually a problem about the solidification. When material is molded thin areas and corners solidify faster than inside of the part which causes unwanted strain inside the part and this makes it fragile. To prevent the inner strain, riser is used. Risers are designed using the Chvorinov's Rule. When the mold is poured, risers solidify the latest so that the unwanted inner strain is avoided.
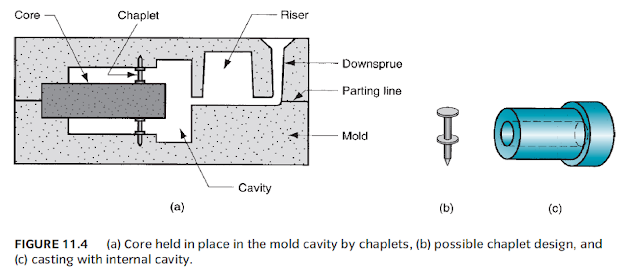
Core (New)
A core is a full-scalemodel of the interior surfaces of the part. It is inserted into the mold cavity prior to pouring, so that the molten metal will flow and solidify between the mold cavity and the core to form the casting’s external and internal surfaces. The core is usually made of sand, compacted into the desired shape. As with the
pattern, the actual size of the core must include allowances for shrinkage and machining. Depending on the geometry of the part, the core may or may not require supports to hold it in position in themold cavity during pouring.These supports, called chaplets, are made of a metal with a higher melting temperature than the castingmetal. For example, steel chaplets would be used for cast iron castings. On pouring and solidification, the chaplets become bonded into the casting.
(FUNDAMENTALS OF MODERN MANUFACTURING Materials,Processes,andSystems
Fourth Edition Mikell P. Groover p228)
Value engineering is the systematic review of a project, product, or process to improve performance, quality, and/or life-cycle cost by an independent multidisciplinary team of specialists. It is the focus on the functions that the project, product, or process must perform that sets VE apart from other quality-improvement or cost-reduction approaches. (Value Engineering Applications in Transportation, Transportation Research Board, p1)
Riser (New)
It is a passage in
molding sand made in the cope portion of the mold. Molten metal rises in
it after filling the
mould cavity completely. The molten metal in the riser compensates the
shrinkage during solidification of the casting thus avoiding the
shrinkage defect in the casting. It also permits the escape of air and
mould gases. It promotes directional solidification too and helps in
bringing the soundness in the casting.
(Singh,
U.K. ,Dwivedi, Manish Manufacturing Processes, 2nd Edition U.P. Technical
University 2009 p268)
Riser (previous)
In casting there is usually a problem about the solidification. When material is molded thin areas and corners solidify faster than inside of the part which causes unwanted strain inside the part and this makes it fragile. To prevent the inner strain, riser is used. Risers are designed using the Chvorinov's Rule. When the mold is poured, risers solidify the latest so that the unwanted inner strain is avoided.
Core (New)
A core is a full-scalemodel of the interior surfaces of the part. It is inserted into the mold cavity prior to pouring, so that the molten metal will flow and solidify between the mold cavity and the core to form the casting’s external and internal surfaces. The core is usually made of sand, compacted into the desired shape. As with the
pattern, the actual size of the core must include allowances for shrinkage and machining. Depending on the geometry of the part, the core may or may not require supports to hold it in position in themold cavity during pouring.These supports, called chaplets, are made of a metal with a higher melting temperature than the castingmetal. For example, steel chaplets would be used for cast iron castings. On pouring and solidification, the chaplets become bonded into the casting.

(FUNDAMENTALS OF MODERN MANUFACTURING Materials,Processes,andSystems
Fourth Edition Mikell P. Groover p228)
Core (previous)
A core is a preformed baked sand or gren sand aggregate inserted in a mold to shape the interior part of a casting which cannot be shaped by the pattern.
A core box is a wood or metal structure, the cavity of which has the shape of the desired core which is made therein.
A core box, like a pattern is made by the pattern maker. Cores run from extremely simple to extremely complicated. A core could be a simple round cylinder form needed to core a hole through a hub of a wheel or bushing or it could be very complicated core used to core out the water cooling channels in acast iron engine block along with the inside of the cylinders.
Dry sand cores are for the most part made of sharp, clay-free, dry silica sand mixed with a binder and baked until curred, the binder cements the sand together. When the mold is poured the core holds together long enough fort he metal to solidify, then the binder is finely cooked, from the heat of the casting, until its bonding power is lost or burned out. İf the core mix is correct fort he job, it can be readily removed from from the castings interior by simply pouring it out as burnt core sand.
(C.W. Ammen, The Complete Handbook Of Sand Casting,1st edition, page 80)
No comments:
Post a Comment