1. Go-Not Go Gage (Plug
Gages) (Measurement)
These gages commonly used for holes. The GO
gage is smaller than the not got gage and slides into any hole which has a
dimension smaller than the diameter of the gage. The NOT GO gage must not go
into the hole.
Two gages are required for such
measurements, although both may be on the same device, either at the opposite
ends or in two steps at one end (step type gage). Plug gages are also available
for measuring internal tapers (in which deviations between the gage and the part
are indicated by the looseness of the gage), splines, and threads (in which the
GO gage must screw into the threaded hole).
(Kalpakjian, Smith; Manufacturing Engineering and Technology 4th Edition; pg. 958)
(Kalpakjian, Smith; Manufacturing Engineering and Technology 4th Edition; pg. 958)
New definition :
In order to perform inspection on an item a system of gauging is generally required. Gauging is rarely used to measure all dimensions of a component, rather it concentrates on the toleranced dimensions. In practice it is rare for all toleanced dimensions to be gauged, as this would often involve multiple gauges, resulting in a very expensive and time consuming activity.The solutionn is normally to select a number of key toleranced dimensions for gauging - which are indicative of the accuracy of the machining or other manufacturing activity that is being used. One of the most comman methods of 'limit' gauging is the use of GO/NO-GO gauges. This is particulary useful for threaded components and those employing mating parts using a system of limits and fits. Two types of gauges are used. The GO gauge must fit over a component thread or dimension for the item to be acceptable, i.e. it checks the 'maximum metal condition'. The NO-GO gauge must not fit the dimension for the item to be acceptable, i.e. it cheeks the 'minumum metal condition'. An important principle utilised during GO/NO-GO gauging of screw threads is to restrict the gauging activity to the toleranced dimensions. Thread forms comprise a complex helical geometry and the checking of all dimensioned parameters is almost impossible under normal 'workshop' conditions. A simplified approach, relying on the assessment of three key toleranced dimensions, is well proven in industrial use. This requires the use of three separate gauging activities for internal (nut) threads and three for external (bolt) threads.
( Clifford Matthews, Case studies in engineering design, pg. 79)
The new one is better.
In order to perform inspection on an item a system of gauging is generally required. Gauging is rarely used to measure all dimensions of a component, rather it concentrates on the toleranced dimensions. In practice it is rare for all toleanced dimensions to be gauged, as this would often involve multiple gauges, resulting in a very expensive and time consuming activity.The solutionn is normally to select a number of key toleranced dimensions for gauging - which are indicative of the accuracy of the machining or other manufacturing activity that is being used. One of the most comman methods of 'limit' gauging is the use of GO/NO-GO gauges. This is particulary useful for threaded components and those employing mating parts using a system of limits and fits. Two types of gauges are used. The GO gauge must fit over a component thread or dimension for the item to be acceptable, i.e. it checks the 'maximum metal condition'. The NO-GO gauge must not fit the dimension for the item to be acceptable, i.e. it cheeks the 'minumum metal condition'. An important principle utilised during GO/NO-GO gauging of screw threads is to restrict the gauging activity to the toleranced dimensions. Thread forms comprise a complex helical geometry and the checking of all dimensioned parameters is almost impossible under normal 'workshop' conditions. A simplified approach, relying on the assessment of three key toleranced dimensions, is well proven in industrial use. This requires the use of three separate gauging activities for internal (nut) threads and three for external (bolt) threads.
( Clifford Matthews, Case studies in engineering design, pg. 79)
The new one is better.
2. Ultrasonic Welding
Ultrasonic welding is an industrial technique whereby high frequency
ultrasonic acoustic vibrations are locally applied to work piece that are held
together under pressure to create a solid state weld. In ultrasonic welding
there are no connective bolts, nails, soldering materials or adhesives necessary
to bind the materials together. This process is speacially used for plastics and
for joining dissimilar metals like thin copper, aluminium, nickel etc. used in
fuel cells.
Ultrasonic welding is not due to heating but occurs due to high pressure
dispersion of surface oxides and local motion of material. Vibrations are
introduces along the joint being welded. Common frequencies used in welding of
plastics are from 15 kHz to 70 kHz.
The basic components of ultrasonic welding processes include the
following:
- A pressure to put two parts of material to be assembled under pressure.
- An anvil where the parts are placed and allowing high frequency vibrations to be directed to interfeces.
- An ultrasonic generator to produce frequencies of 15 kHz to 70 kHz.
- A converter that conversts the electrical signal into mechanical vibrations.
- Sonotrade that applies mechanical vibrations to the parts to be welded.
- A controller that controls the movement of the press and the delivery of ultrasonic energy.
Benefits of ultrasonic welding:
- Very neat weld seams: As no additional adhesive or parts are needed, ultrasonic welding joints created are extremely neat and visually attractive.
- High level quality: As all welding parts of the operations are automated, each part produced will be of high quality.
- Low cycle times: The actual time it takes a part to be welded is typically less than one second. Thus large batches can be produced in a short span of time.
(Rajagopal K., Textbook of Engineering Physics-Part I, pg.16-17, Kayra
Ermutlu)
New definition : (Manufacturing method)
Ultrasonic welding is a very popular technique for fusion bonding of thermoplastics and thermoplastic composites. Welding is accomplished by applying low amplitude, high frequency mechanical vibration to parts.This results in cyclical deformation of the parts, primarily at the faying surfaces and surface asperities. The cyclical energy is converted into heat - within the thermoplastic- through intermoleculer friction.This is smilar to the heating that occurs in a metal that is bent back and forth repeatedly, or in genearal, to the effect occuring when materials are subjected to cyclical loading. The heat, which is highest at the surfaces, is sufficient to melt the thermoplastic and to fusion- bond the part. Usuall, a man made asperity in the form of triangular protrusion is molded into one of the parts to improve consistency (see. Fig. 8.1). This protrusion, which is also called an energy director or concentrator, experiences the highest levels of cyclical strain producing the greatest level of heating.Therefore, the energy director melts and flows to join the parts.
Ultrasonic welding is frequently used for parts that cannot be molded as one piece due to complexity or cost. It is often used in mass production because the welding times are relatively short. Ultrasonic welding is a flexible technique that can also be used in a small lot size production as long as the fixtures are designed to be flexible. It is applicable to both amorphous and semicrystalline thermoplastics. In some cases, the technique can even be used to join dissimilar materials.
Ultrasonic welding is one of the most common methods used in industry to join plastics. There is no one particular reason for its popularity but some of its advantages include:
-Speed
-Ease of automation
-Relatively low capital costs
-Amenable to a wide range of thermoplastics
Ultrasonic welding is usually divided into two major groups: near-field and far-field welding. Current industry practise, which is based on the most extensively used 20 kHz welding system, considers cases where the distance between the horn/part interface and the weld interface is less than 6 mm to be near-field welding (see Fig. 8.2). Far-field ultrasonic welding is used to describe cases where that distance is greater than 6mm. At 20 kHz, the wavelength in the plastic component is between 6 and 13 cm depending on the specfic polymer. Therefore, during near-field ultrasonic welding, the vibration amplitude at the weld interface is close to the amplitude at the horn face. For far-field welding, the amplitude of vibration at the weld interface depends on the ultrasonic wave propagation in the parts.
New definition : (Manufacturing method)
Ultrasonic welding is a very popular technique for fusion bonding of thermoplastics and thermoplastic composites. Welding is accomplished by applying low amplitude, high frequency mechanical vibration to parts.This results in cyclical deformation of the parts, primarily at the faying surfaces and surface asperities. The cyclical energy is converted into heat - within the thermoplastic- through intermoleculer friction.This is smilar to the heating that occurs in a metal that is bent back and forth repeatedly, or in genearal, to the effect occuring when materials are subjected to cyclical loading. The heat, which is highest at the surfaces, is sufficient to melt the thermoplastic and to fusion- bond the part. Usuall, a man made asperity in the form of triangular protrusion is molded into one of the parts to improve consistency (see. Fig. 8.1). This protrusion, which is also called an energy director or concentrator, experiences the highest levels of cyclical strain producing the greatest level of heating.Therefore, the energy director melts and flows to join the parts.
Ultrasonic welding is frequently used for parts that cannot be molded as one piece due to complexity or cost. It is often used in mass production because the welding times are relatively short. Ultrasonic welding is a flexible technique that can also be used in a small lot size production as long as the fixtures are designed to be flexible. It is applicable to both amorphous and semicrystalline thermoplastics. In some cases, the technique can even be used to join dissimilar materials.
Ultrasonic welding is one of the most common methods used in industry to join plastics. There is no one particular reason for its popularity but some of its advantages include:
-Speed
-Ease of automation
-Relatively low capital costs
-Amenable to a wide range of thermoplastics
Ultrasonic welding is usually divided into two major groups: near-field and far-field welding. Current industry practise, which is based on the most extensively used 20 kHz welding system, considers cases where the distance between the horn/part interface and the weld interface is less than 6 mm to be near-field welding (see Fig. 8.2). Far-field ultrasonic welding is used to describe cases where that distance is greater than 6mm. At 20 kHz, the wavelength in the plastic component is between 6 and 13 cm depending on the specfic polymer. Therefore, during near-field ultrasonic welding, the vibration amplitude at the weld interface is close to the amplitude at the horn face. For far-field welding, the amplitude of vibration at the weld interface depends on the ultrasonic wave propagation in the parts.


(Avraham Benatar, Plastics and composites welding handbook, 10. cilt, pg 141-142)
The new one is better.
3. Soldering : (Manufacturing methods)
Soldering is a process of joining two metal pieces by means of a low
temperature fusible alloy called solder applied in molten state. Solders are
alloys of low melting point metals like lead, tin, cadmium and zinc. Of these
tin-lead alloys are most common and are called soft-solders. A combination of
62% lead and 38% tin produces the lowest melting point and is called 60–40
solder. This corresponds to the eutectic composition of Pb–Sn series and has a
fixed m.p. of 183°C. Increasing tin content produces better wetting and flow
qualities. Hard solders are also available and have higher melting points.
Before applying solder, the surfaces to be joined are cleaned and a flux like
ammonium chloride is used. Then the solder is melted and spread upon one
surface, while the other surface is applied to it under pressure. When the
solder solidifies, the two pieces get joined. The process of soldering does not
call for any joint preparation. A common example of soldering can be seen in
joining electrical wires of P.C.B. circuits.
(H.N.Gupta, Manufacturing Processes 2nd Edition; Page:140)
New definition :
The previous one is better.
4. Blow Moulding :(Manufacturing methods)
New definition :
A metallurgical joining method using a filler metal (the solder) with a melting point below 600°F (315°C), soldering relies on wetting for the bond formation and requires neither diffusion nor intermetallic compound growth with the base metal to achieve bonding.
Metallurgical bonds are connections between metals only. In general, they are those bonds in which metallic continuity from one metal to the other is established. The limit of 600°F (315°C) was set arbitrarily, and many people consider 800°F(425°C) the cutoff point for soldering. However, the author prefers to place solder alloys in the 600-800°F in a subgroup of “hard solders”, while the lower-temperature alloys would be“soft solders”.
(Howard H. Manko, Solders and Soldering: Materials, Design, Production, and Analysis for Reliable Bonding(2001), Page.1)
The previous one is better.
4. Blow Moulding :(Manufacturing methods)
This process has been used for making plastic bottles, toys, hollow dolls
and
similar other items. The blow moulding begins with a heated tubular piece
of plastic, which is called PARISON. The bottom opening of the parison gets
pinch closed and sealed as the two piece mould closes. Air is then injected into
the parison under pressure (0.7–10 kg/cm2) thereby forcing the plastic to
acquire the shape of the mould. The mould is opened and the part formed inside
the mould is removed after it has cooled sufficiently. The above process is
similar to making articles of glass by blowing air into a mass of molten
glass.
(H.N.Gupta, Manufacturing Processes 2nd Edition; Page:171)
New definition :
Blow moulding is the third most important process for plastics production after extrusion and injection moulding. It is used to produce a range of hollow articles for example bottles, fuel tanks and other large containers. There are two main variations, injection blow moulding and extrusion blow moulding. The process sequence for both is the same,
-The material is either extruded or injected to produce a tube like preform.
-The preform is blown out to the shape of the mould and then cooled.
Injection blow moulding is most commonly employed for the production of transparent soft drinks containers. However, extrusion blow moulding is the one most commonly employed for moulding succh as shampoos and detergent containers, plastic drums and milk bottles and is described below.
The material is fed through a transfer screw, into a die head where the material is melted and passes out through a die as a tube like extrude termed a parison as shown in Figure 1.15. This process can be either continuous or with larger articles intermittent. The parison extrudes down vertically and relies on the hot strength of the plastic to hold the parison weight in shape.For these reason blow moulding uses far more viscous materials than would normally be employed for the injection moulding process. A low viscosity material would simoly pour out of the die onto the floor or split off before the parison had formed.

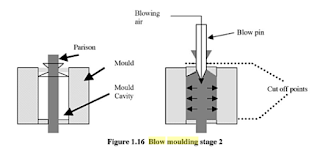
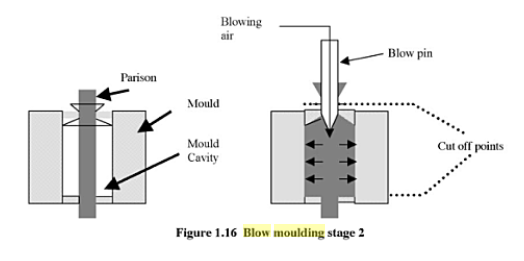
The parison will continue to extrude until it reaches the base of the mould. At this point the mould will close and the parison will be cut above the mould with a hot knife. The mould is now moved away from the parison, taking the cut off slice of parison closed in the mould with it. The next parison continues to extrude. The inflation of the parison can now commence. A blow pin comes down into the top of the mould and blows air in, to inflate the hot parison against the sides of the mould as shown in Figure 1.16. The mould is cooled with water and this aids heat transfer to help solidify the newly formed article. The blow pin is removed and th tool opens to eject the part. The mould can then return to collect the next parison and start a new mooulding cycle.
The criteria for a blow moulding aterial are quite spesific:
- Suitable viscosity
- High melt strength
- Be extendable when inhlating
- Be able to seal at the base of the moulding.
During inflation the material expands at a constant rate to give a constant wall thickness across the body of the moulding.
(Vannessa Goodship,practical guide to injection moulding, page 8-9)
The new one is better.
-The material is either extruded or injected to produce a tube like preform.
-The preform is blown out to the shape of the mould and then cooled.
Injection blow moulding is most commonly employed for the production of transparent soft drinks containers. However, extrusion blow moulding is the one most commonly employed for moulding succh as shampoos and detergent containers, plastic drums and milk bottles and is described below.
The material is fed through a transfer screw, into a die head where the material is melted and passes out through a die as a tube like extrude termed a parison as shown in Figure 1.15. This process can be either continuous or with larger articles intermittent. The parison extrudes down vertically and relies on the hot strength of the plastic to hold the parison weight in shape.For these reason blow moulding uses far more viscous materials than would normally be employed for the injection moulding process. A low viscosity material would simoly pour out of the die onto the floor or split off before the parison had formed.

The parison will continue to extrude until it reaches the base of the mould. At this point the mould will close and the parison will be cut above the mould with a hot knife. The mould is now moved away from the parison, taking the cut off slice of parison closed in the mould with it. The next parison continues to extrude. The inflation of the parison can now commence. A blow pin comes down into the top of the mould and blows air in, to inflate the hot parison against the sides of the mould as shown in Figure 1.16. The mould is cooled with water and this aids heat transfer to help solidify the newly formed article. The blow pin is removed and th tool opens to eject the part. The mould can then return to collect the next parison and start a new mooulding cycle.
The criteria for a blow moulding aterial are quite spesific:
- Suitable viscosity
- High melt strength
- Be extendable when inhlating
- Be able to seal at the base of the moulding.
During inflation the material expands at a constant rate to give a constant wall thickness across the body of the moulding.
(Vannessa Goodship,practical guide to injection moulding, page 8-9)
The new one is better.
No comments:
Post a Comment